
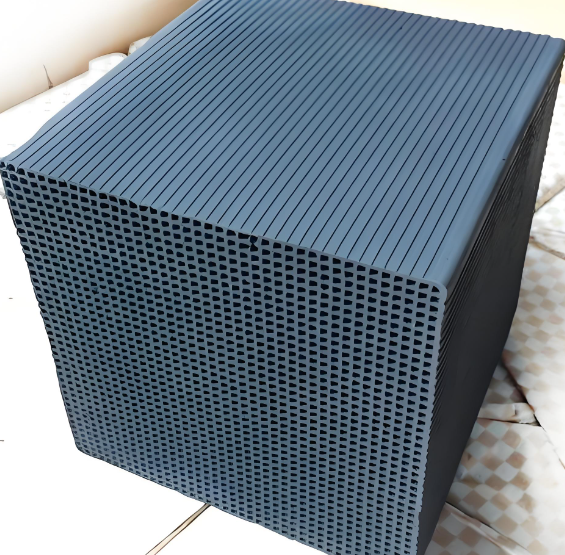










Ce produit présente une haute résistance mécanique et une bonne résistance à la fragmentation, avec un processus d'activation secondaire pour améliorer sa capacité d'adsorption. Sa structure poreuse unique en nid d'abeille réduit considérablement la résistance à l'écoulement de l'air, réduisant la perte de charge du système de 30 % par rapport au charbon actif granulaire traditionnel. Il possède également une bonne résistance à l'eau, ce qui permet de l'appliquer dans des scénarios de traitement des gaz résiduaires à haute teneur en humidité. Il résout les points douloureux de l'industrie du charbon actif traditionnel, tels que le chargement compliqué, la forte résistance à l'écoulement de l'air et la facilité de fragmentation et de bouchage. Il peut être installé directement dans les tours de traitement des gaz résiduaires sans dispositifs auxiliaires supplémentaires, réduisant les coûts d'installation et d'exploitation, et sa durée de vie est prolongée de 40 % par rapport au charbon actif granulaire ordinaire.
Ses paramètres techniques détaillés incluent un indice d'iode de 800 mg/g, une teneur en humidité ≤5 %, une teneur en cendres ≤8 %, une taille de pore de 2 à 5 nm, des dimensions extérieures de 100×100×50 mm, un poids par bloc d'environ 1,2 kg, une résistance à la pression hydraulique ≥0,3 MPa, une température de fonctionnement maximale de 400 °C, une plage de pH applicable de 3 à 12, une densité apparente de 0,45 à 0,55 g/cm³. Il peut être personnalisé en spécifications d'épaisseur allant de 50 à 150 mm selon les besoins des clients, répondant aux exigences des différents équipements et conditions de travail de traitement des gaz résiduaires.
Il est principalement utilisé dans les systèmes de traitement des gaz industriels résiduaires des industries de la chimie, de la peinture, de l'impression, de la pharmacie et du cuir. Il peut être installé dans des tours d'adsorption à lit fixe et des dispositifs d'adsorption rotatifs pour purifier les gaz résiduaires de COV tels que le benzène, l'alcool et l'ester, ainsi que les gaz malodorants tels que l'hydrogène sulfuré et l'ammoniac. Il peut également être utilisé dans l'étape de prétraitement des gaz de fumée des usines d'incinération des déchets pour éliminer efficacement les composants nocifs des gaz de fumée et réaliser un rejet conforme aux normes. Il est adapté à des projets de traitement des gaz industriels résiduaires de différentes échelles, et peut être associé à d'autres équipements de purification pour former un système complet de traitement des gaz résiduaires.






















 Publier une RFQ
Publier une RFQ



 Chat
Chat





 Toutes les catégories
Toutes les catégories