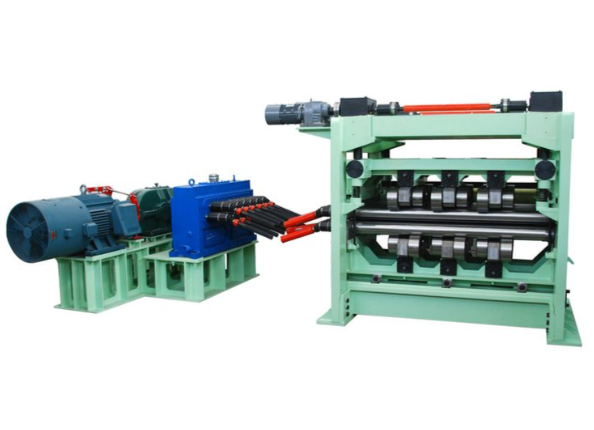














Le système de rouleau de travail est usiné CNC dans son ensemble, avec un écart de dureté sur l'ensemble du corps de rouleau allonge≤ HRC2, assurant une répartition uniforme de la pression de redressement. Les rouleaux de secours utilisent des roulements à rouleaux cylindriques à quatre rangées pour une capacité de charge élevée et un écoulement radial ≤ 0.01mm. Le mécanisme hydraulique à ouverture rapide/fermeture peut effectuer le réglage de l'écart de roulis en 30 secondes, équipé d'un système de préréglage d'épaisseur numérique, améliorant l'efficacité du changement de spécification Par 60%. Un système de refroidissement segmenté unique ajuste automatiquement le flux de liquide de refroidissement dans chaque section en fonction de la température de la plaque, empêchant une nouvelle déformation de contrainte pendant le lissage à chaud. La boîte de vitesses entièrement fermée utilise une lubrification forcée, avec des niveaux de bruit inférieurs à 78dB. Le système de sécurité comprend une double protection photoélectrique, des alarmes de surcharge et des verrouillages d'arrêt d'urgence, conformes aux normes de sécurité CE. La base de la machine est équipée de tampons d'amortissement des vibrations, ne nécessitant aucune fondation spéciale pour L'installation.
Paramètres techniques: Rouleau de travail diamétreur de 120mm, rouleau de secours diamétré de 180mm, surface de rouleau finie avec super-meulage (Ra0.4μm). La précision de redressement peut atteindre 1.5 mm/m (selon la norme GB/T19804),capable de redresser des feuilles d'acier inoxydable aussi minces que 0.5mm sans créer d'empreintes. Le moteur est un moteur à fréquence variable ABB avec un couple nominal de 286N · m, associé à un réducteur Flender (rapport i = 31.5). Le Unité de puissance hydraulique est équipée d'une pompe à piston à déplacement variable (débit 40L/min) et d'un radiateur refroidi par air. Le système de contrôle électrique utilise un PLC S7-1200 Siemens, stockant 99 ensembles de paramètres de processus. Exigence de puissance: 380V/50Hz/3 phases, avec une consommation de puissance maximale de la machine de 65kW. Température de l'environnement de fonctionnement: 0-40 °C, humidité≤ 80%. Les options incluent le dispositif de centrage automatique, le système de mesure de forme ou le guidage de bord EPC Système.
Principalement utilisé pour le nivellement de précision des panneaux décoratifs d'ascenseur (acier inoxydable 304), nécessitant des plates-formes ≤ 2mm/36; lissage de décharge des tôles d'acier au silicium (acier au silicium orienté) pour les transformateurs de puissance, amélioration de la structure du domaine magnétique; pré-redressement des panneaux de carrosserie automobile (acier à dessin profond DC04/DC06) pour fournir des flans qualifiés pour l'estampage ultérieur; finition de surface des feuilles de finition 2B/BA Pour les machines alimentaires; et aplatissement des panneaux composites en aluminium (3003H24) pour la construction de murs-rideaux avant le formage. Dans les lignes de traitement de la tôle, il est généralement positionné après la ligne de déroulement et de nivellement et avant les poinçonneuses CNC, servant d'équipement clé pour assurer la stabilité dimensionnelle des pièces en tôle de précision.









 Publier une RFQ
Publier une RFQ



 Chat
Chat




 Toutes les catégories
Toutes les catégories