













La caractéristique principale d'un chargeur latéral réside dans sa capacité de transport à déplacement positif forcé et sa synchronisation avec le processus principal. Il utilise une vis rotative dans un canon fermé pour générer une puissante poussée axiale, surmontant le pontage et le colmatage causés par des charges avec Faible densité ou haute cohésion. Cela garantit une "poussée" stable du matériau dans le canon principal de l'extrudeuse, qui est sous haute pression. Pour correspondre aux conditions en constante évolution de l'extrudeuse principale, son système d'entraînement (en particulier le servo ou le vecteur VFD) doit avoir une réponse rapide et des capacités précises de contrôle de la vitesse/couple, atteignant une proportionnelle stricte Synchronisation avec la vitesse ou la sortie de la vis principale. Les modèles haut de gamme utilisent la mesure de la perte de poids, qui fournit un contrôle de rétroaction en boucle fermée en surveillant les changements de poids de la trémie en temps réel. Cela permet d'obtenir une précision dynamique jusqu'à ± 0.25-0.5%, éliminant complètement les erreurs des variations de densité en vrac des matériaux et est essentiel pour obtenir une composition de haute précision.
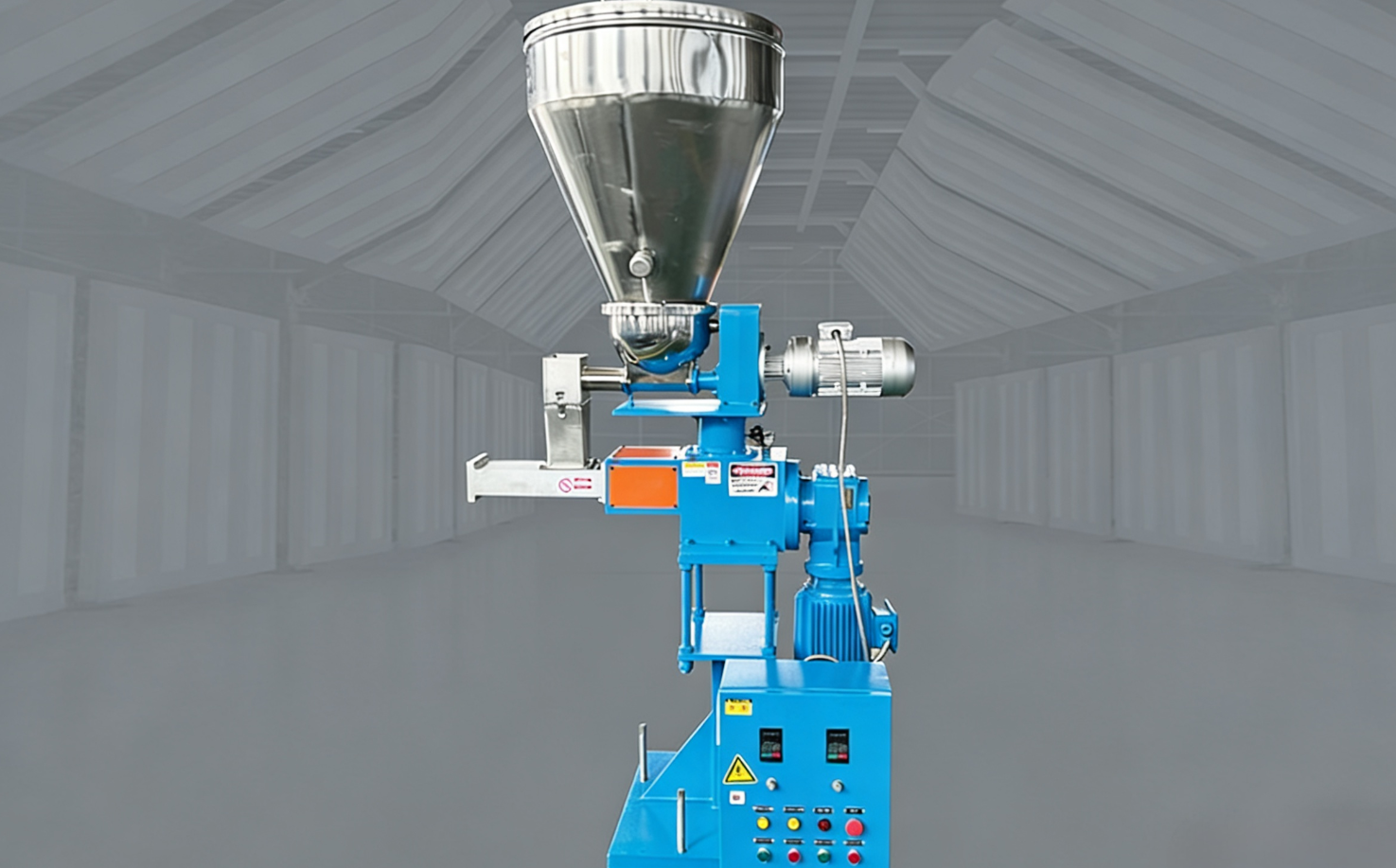
Un chargeur latéral standard se compose de plusieurs systèmes majeurs: le système d'alimentation, y compris une trémie avec des dispositifs de rupture de pont, une vis résistante à l'usure et un canon. Le système d'entraînement, généralement un servomoteur ou un moteur VFD haute performance avec rétroaction de codeur, entraîne la vis via un réducteur de vitesse. Le système de cadre et de connexion, une structure de support robuste Et une bride de connexion avec des canaux de refroidissement d'eau pour assurer une interface stable avec l'extrudeuse principale et empêcher le blocage du port d'alimentation du transfert de chaleur. Le système de contrôle, qui peut être un panneau d'opérateur local ou entièrement intégré et contrôlé par l'extrudeuse principale PLC. Pour le traitement de matériaux hautement abrasifs comme les fibres de verre, les vis et les doublures en barillet sont souvent fabriqués à partir d'alliages bimétalliques ou revêtus de céramiques spéciales, ce qui prolonge la durée de vie plusieurs fois. L'équipement est généralement bien scellé pour empêcher les fuites de poussière et conçu avec des panneaux d'accès pratiques pour L'entretien.
Le chargeur latéral est un composant critique dans les processus de composition continue des polymères, spécialement conçu pour permettre l'introduction stable et précise de grands volumes de charges ou de renforts solides. Ses principales applications comprennent: la production de composites hautement remplis, tels que le carbonate de calcium ou les chefs-maîtres PP/PE remplis de talc, où il atteint des taux de charge jusqu'à 80% tout en assurant une dispersion uniforme; servant de méthode standard pour la fabrication de plastiques techniques renforcés de fibres de verre (e.g.,PA,PP,PBT), permettant un contrôle efficace de la longueur et de la distribution des fibres; permettant l'alimentation stable et continue des charges de biomasse comme la farine de bois dans la production de composites bois-plastique (WPC); faciliter le mélange de matières recyclées en flocons ou fibreuses en tant que flux secondaire; et l'introduction de matières fonctionnelles Poudres telles que les retardateurs de flamme ou les pigments à travers l'orifice latéral dans des formulations spécifiques pour optimiser la dispersion et empêcher la contamination dans la gorge principale d'alimentation. Cet équipement est particulièrement habile à manipuler des matériaux à faible densité en vrac, à tendance à combler ou à haute abrasivité, ce qui en fait un composant de base pour réaliser une production de composition complexe et haute performance.














 Publier une RFQ
Publier une RFQ



 Chat
Chat




 Toutes les catégories
Toutes les catégories