
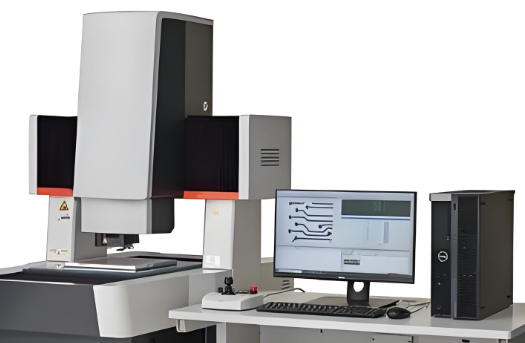













Les principaux avantages uniques incluent la fusion de capteurs multiples qui permet un passage fluide entre les modes de mesure par vision, laser et sonde tactile, la compensation thermique en temps réel qui garantit la précision dans tous les environnements d'atelier variables, et la comparaison par superposition CAO qui permet un contrôle visuel des écarts des pièces par rapport aux modèles de conception. Il résout le problème de devoir utiliser plusieurs instruments pour différents types de mesure, réduisant les coûts totaux d'équipement de jusqu'à 60 % par rapport à l'achat de machines de mesure par vision, laser et de contact séparées.
Outre ses attributs de base, l'instrument occupe une surface au sol de 1500 mm × 1000 mm × 1900 mm, une hauteur maximale de pièce de 200 mm et un champ de vision optique allant de 50 mm ×40 mm à 8 mm ×6 mm. La sonde tactile a une précision de répétition de ±0,0008 mm, et le logiciel de commande prend en charge la programmation hors ligne pour les cycles de contrôle de pièces mixtes. Il est fourni avec une garantie standard de 18 mois et une formation complète sur l'exploitation des capteurs multiples.
Les principaux scénarios d'application incluent le contrôle des pièces de fonderie automobiles, la production de composants composites en matériaux mixtes, les lignes de poinçonnage de matériel, l'assemblage de pièces mixtes en plastique et en métal, et le contrôle qualité général de l'atelier. Il est idéal pour mesurer les dimensions des pièces moulées, des pièces poinçonnées, des composants composites et des pièces assemblées en plastique et en métal.























 Publier une RFQ
Publier une RFQ



 Chat
Chat



 Toutes les catégories
Toutes les catégories